
КАБЕЛЬНЫЙ НАКОНЕЧНИК М.Б. Зевин
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
к авторскому свидетельству
М.Б. Зевин
КАБЕЛЬНЫЙ НАКОНЕЧНИК
Заявлено 06 января 1978
Опубликовано 23 июля 1980 года.
Изобретение относится к области электромонтажных работ и может найти применение при оконцевании проводов и кабелей, преимущественно с алюминиевыми жилами.
Известны наконечники [1], предназначенные для оконцевания алюминиевых жил путем опрессовки.
Известны также наконечники, предназначенные для оконцевания алюминиевых жил методом сварки [2].
Тот или другой способ оконцевания проводов и кабелей выбирается, исходя из конкретных требований и условий электромонтажного производства. Существующие конструкции наконечников делают невозможной их взаимозаменяемость при различных способах оконцевания.
Общими признаками для обоих типов наконечников является наличие хвостовика в виде трубки и зажимной части, оканчивающейся, ушком или штифтом. В то же время каждый тип наконечника имеет свои конструктивные особенности, обусловленные способом оконцевания проводов и кабелей.
В наконечниках, предназначенных для оконцевания сваркой, хвостовик выполнен открытым с обоих концов, чём достигается, свободный доступ к торцу жилы, сварное соединение которой с концом хвостовика и зажимной частью обеспечивает качественное оконцевание, а также герметизацию жил кабелей с маслопропитанной изоляцией. Применить этот наконечник для оконцевания опрессовкой нельзя, так как в случае оконцевания кабелей с маслопропитанной изоляцией не будет обеспечена герметизация и через открытый торец хвостовика будет происходить утечка масла.
В наконечниках, предназначенных для оконцевания опрессовкой, герметизация жил кабелей с маслопропитанной изоляцией обеспечивается за счет конструкции, в которой зажимная часть выполнена сплошной. Но применить этот тип наконечника для оконцевания сваркой невозможно, так как закрыт доступ к торцу жилы, вставленной в хвостовик.
Отсутствие единого типа наконечника, пригодного для использования его при оконцевании жил проводов и кабелей обоими способами, т. е. сваркой и опрессовкой, является серьезным недостатком, так как:
- Требуется организация выпуска различных типов наконечников, технология изготовления которых различна, а следовательно различно и применяемое для их изготовления оборудование.
- Требуется организация хранения в монтажных организациях различных типов наконечников, а следовательно и дополнительные площади для их хранения.
- Снижается оперативность работ, так как отсутствие нужного типа наконечников приводит к задержкам монтажа оборудования.
За прототип заявленного технического решения выбирается конструкция наконечника [3], в котором хвостовик выполнен в виде стакана, а контактная часть имеет отверстие для подсоединения провода, причем этот наконечник предназначен для оконцевания алюминиевых жил проводов и кабелей опрессовкой.
Целью изобретения является расширение функциональных возможностей применения наконечников путем использования их при оконцевании жил проводов как сваркой, так и опрессовкой.
Указанная цель достигается тем, что в кабельном наконечнике, содержащем выполненный в виде стакана хвостовик и контактную часть с отверстием для подсоединения провода в дне стакана, выполнено обращенное к контактной части глухое отверстие, ось которого совпадает с продольной осью хвостовика, причем глубина упомянутого отверстия составляет 0,7-0,9 толщины зажимной части, а его диаметр составляет 0,7-1 от внутреннего диаметра стакана.
Размеры глухого отверстия выбраны экспериментально, исходя из соблюдения следующих требований:
- Обеспечение достаточной прочности остающейся перемычки, необходимой для надежной герметизации жилы при выполнении оконцевания опрессовкой.
- Обеспечения выполнения качественного оконцевания способом сварки, при котором сварное соединение образуется за счет расплавления в общей сварочной ванне торца жилы, хвостовика и зажимной части в районе глухого отверстия.
На фиг. 1 изображен общий вид предложенного наконечника; на фиг. 2 и 3 показаны варианты оконцевания жил опрессовкой и сваркой (соответственно).
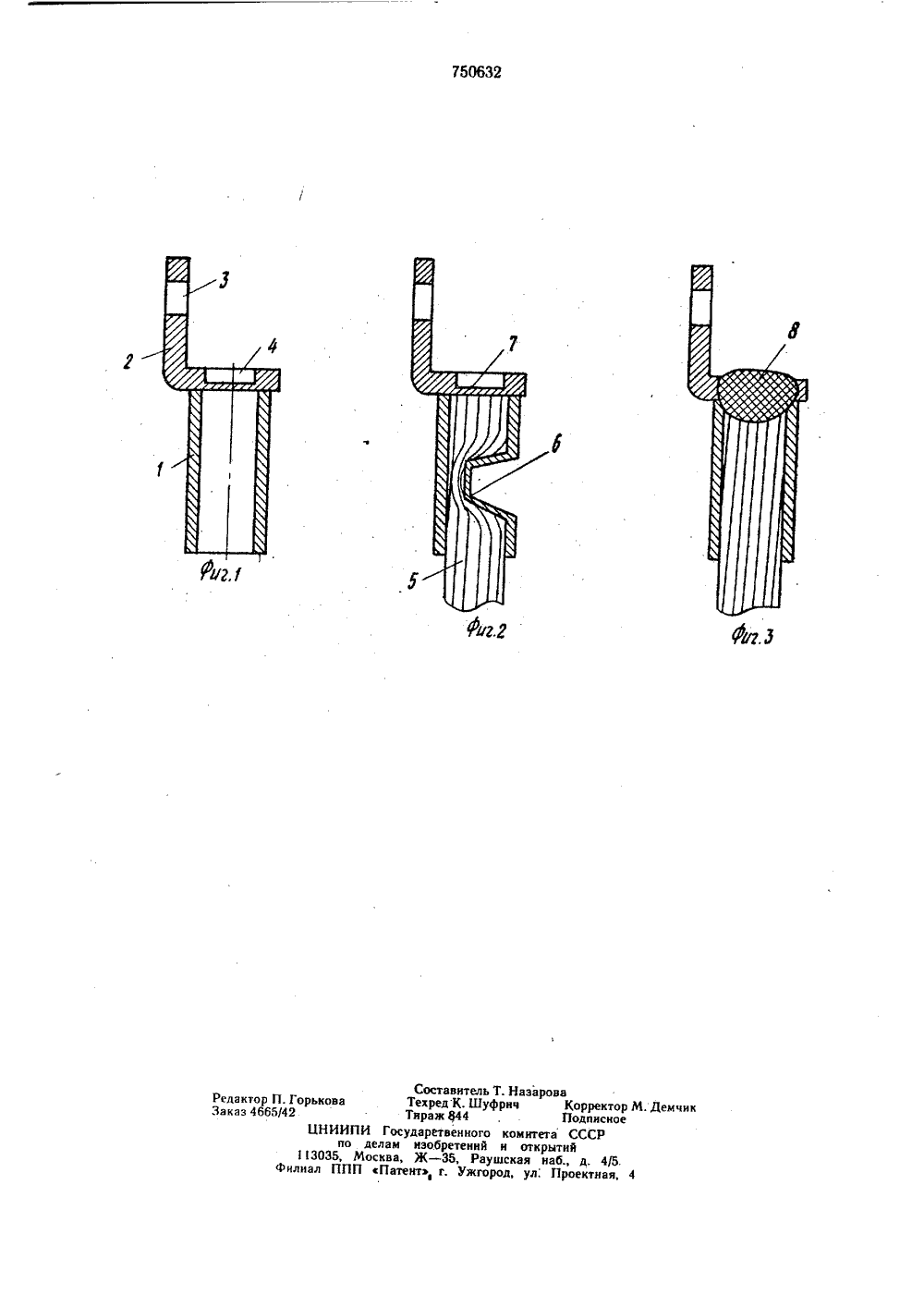
Наконечник состоит из хвостовика 1 (см. фиг. 1) и контактной части 2 с отверстием 3. Глухое отверстие 4 выполнено в дне хвостовика.
Контактная часть наконечника и его хвостовик могут быть выполнены из материалов с одинаковыми или различными свойствами, например хвостовик из мягкого алюминия, а контактная часть из алюминиевого сплава повышенной твердости.
Такое выполнение наконечника сохраняет все необходимые свойства для использования его при оконцевании жил как сваркой, так и опрессовкой.
Предлагаемый наконечник может быть изготовлен путем сварки заготовок хвостовика и контактной части известными способами, например рельефной или трением.
На фиг. 2 показан наконечник, закрепленный на жиле 5 опрессовкой. В этом случае соединение жилы с наконечником образуется за счет вдавливания 6, выполняемого специальным инструментом, а перемычка 7 в зажимной части наконечника обеспечивает надежную герметизацию оконцевания.
На фиг. 3 показан такой же наконечник, закрепленный на жиле сваркой. Сварное соединение 8, выполняемое известными способами сварки, например полуавтоматической или ручной аргонодуговой сваркой, соединяет воедино жилу, контактную часть и хвостовик наконечника и обеспечивает одновременно герметизацию оконцевания. При этом перемычка 7 не препятствует выполнению соединения, а в известной мере улучшает его качество, препятствуя непосредственному воздействию сварочной дуги на жилу и обеспечивая расплавление последней за счет тепла сварочной ванны.
Использование изобретения позволяет получить значительный экономический эффект за счет сокращения трудозатрат при организации массового изготовления наконечников универсальной конструкции по единой технологии с использованием высокопроизводительного оборудования; уменьшения материалоемкости наконечников при более рациональном использовании металла в контактной части и хвостовике; сокращение нормативных запасов наконечников на складах монтажных- организаций.
Формула изобретения
Кабельный наконечник, содержащий выполненный в виде стакана хвостовик и контактную часть с отверстием для подсоединения провода, отличающийся тем, что, с целью расширения функциональных возможностей, в дне стакана выполнено глухое отверстие, ось которого совпадает с продольной осью хвостовика, причем глубина упомянутого отверстия составляет 0,7—0,9 толщины дна стакана, а его диаметр составляет 0,7-1 внутреннего диаметра стакана.